ASRS vs Traditional Racking: Which Warehouse System Fits Your Operation

Automated Storage and Retrieval Systems (ASRS) and traditional pallet racking represent two fundamentally different approaches to warehouse storage – one built around human access, the other engineered to eliminate it. ASRS uses computer-controlled cranes, shuttles, or robots to store and retrieve inventory automatically within high-density rack structures, while conventional racking relies on forklifts and manual..
Read more- 41 views
- 0 Comment
Cold Storage Warehouse Racking: Types, Materials, and Selection Guide

In the context of temperature-controlled storage facilities operating below 10°C, cold storage warehouse racking is a purpose-engineered pallet storage system built to maintain structural integrity through freeze-thaw cycles, condensation exposure, and forklift impact in sub-zero conditions. Standard warehouse racking is manufactured from roll-formed steel and assembled with friction-fit clip connectors designed for ambient environments. Cold..
Read more- 23 views
- 0 Comment
Manual vs Automated Palletizing: Labor Cost, Throughput, and the Switch Decision
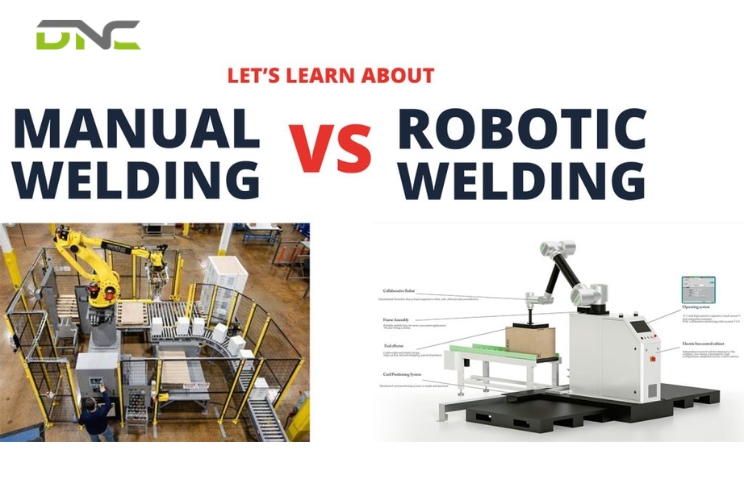
Manual vs automated palletizing is the end-of-line decision that determines whether a manufacturing facility absorbs rising labor costs indefinitely or reaches the point where capital investment permanently reshapes its cost structure. The two approaches differ not just in method – workers stacking by hand versus a robotic system building pallets to programmed patterns – but..
Read more- 15 views
- 0 Comment
Palletizing in Food and Beverage Industry: Complete Guide

Palletizing in the food and beverage industry sits at the end of every production line – and the decisions made about this process determine whether packed goods reach distribution intact, on time, and compliant with food safety law. Unlike palletizing in automotive or electronics manufacturing, food and beverage palletizing must handle extreme product diversity –..
Read more- 18 views
- 0 Comment
Pharmaceutical Warehouse Automation – GMP Systems Malaysia

Pharmaceutical warehouse automation in Malaysia satisfies GMP compliance requirements first – efficiency is the outcome, not the objective. Under NPRA (National Pharmaceutical Regulatory Agency) guidelines aligned with PIC/S standards, any automated system handling registered pharmaceutical products must maintain temperature segregation, contamination prevention, validated software change procedures, and complete product traceability from receiving to dispatch. Standard..
Read more- 25 views
- 0 Comment
Robotic Arm vs Gantry Palletizer: Choosing the Right System for Your Production Line

Selecting between a gantry palletizer and a robotic arm palletizer – and choosing the right system for your production line – is one of the highest-stakes decisions in an end-of-line automation project – the wrong specification adds 12 to 18 months to the payback period and, in space-constrained facilities, triggers retrofit costs that compound the..
Read more- 13 views
- 0 Comment
Selective vs Drive-In Pallet Racking: Which Fits Your Warehouse?

Selective pallet racking and drive-in pallet racking solve fundamentally different warehouse storage problems – one maximises access, the other maximises density. Selective racking places every pallet in a directly accessible position, giving operators the freedom to pick any SKU at any time without moving other loads. Drive-in racking pushes pallets deep into consolidated storage lanes,..
Read more- 21 views
- 0 Comment
Cobot and Industrial Robot Palletizers: Definitions and Architecture

A cobot palletizer uses a collaborative robotic arm – a six-axis articulated arm built with integrated force-limiting sensors, torque monitoring on each joint, and collision detection – mounted at a workstation shared with or adjacent to human operators. The arm’s embedded safety systems allow it to slow down or stop when it detects unexpected contact..
Read more- 12 views
- 0 Comment
Material Handling Equipment: Types, Classifications & Industrial Systems Guide

Material handling equipment (MHE) names every mechanical device, vehicle, and automated system a manufacturing or warehousing facility deploys to move, store, control, and protect materials – from inbound receiving through production to outbound dispatch. It covers a wide operational range: manual pallet trucks a single operator guides across a warehouse aisle, conveyor systems connecting receiving..
Read more- 43 views
- 0 Comment
Warehouse Automation Guide: Systems, Technologies, and How to Start
Warehouse automation is the application of mechanical, robotic, and software systems to execute warehousing tasks – receiving, storage, picking, packing, and shipping – with reduced human intervention. In Malaysian manufacturing, where labor costs at production facilities in Selangor, Johor, and Penang continue to rise against a backdrop of persistent skilled-worker shortages, warehouse automation is no..
Read more- 13 views
- 0 Comment

Recent Comments