Gantry Palletizer: Complete Guide for Malaysian Heavy-Duty Manufacturing
Gantry palletizers use overhead cartesian XYZ structures — rigid steel frames with servo-driven linear axes — to pick products weighing up to 500 kg per cycle and place them onto multiple pallets simultaneously, all while occupying near-zero floor space because the entire system operates overhead. These systems handle 5–20 cases per minute, serve 2–6 pallet positions from a single gantry frame, and deliver exceptional precision for heavy, awkward, or hazardous products that challenge articulated robot arms. For Malaysian manufacturers in building materials, cement, chemicals, and heavy goods sectors, gantry palletizers solve the dual problem of extreme product weight and multi-pallet configuration requirements at investment levels of RM 300,000–1,200,000. DNC Automation designs and integrates gantry palletizing systems using Siemens motion control, custom structural steel frames, and application-specific end-of-arm tooling — leveraging 20+ years of factory automation experience and a 25,000 sq ft fabrication facility to deliver complete turnkey solutions.
What Is a Gantry Palletizer?
A gantry palletizer is an automated palletizing machine that uses an overhead portal-frame structure with three linear axes (X, Y, Z) — and optionally a rotary wrist axis — to pick products from an infeed point and place them onto pallets positioned beneath the gantry frame. The “gantry” refers to the bridge-like overhead structure: two parallel rails (X-axis) spanning the work area, a crossbeam (Y-axis) traversing between the rails, and a vertical column (Z-axis) descending from the crossbeam to engage products with end-of-arm tooling.
Gantry palletizers belong to the cartesian robot family — their motion follows straight-line X, Y, and Z coordinates rather than the rotary joint motions of articulated robot arms. This cartesian architecture provides inherent structural rigidity: the gantry frame distributes load forces directly through the steel structure to floor-mounted columns, enabling payload capacities that articulated robots cannot match economically.
The fundamental distinction between a gantry palletizer and an articulated robotic palletizer lies in the overhead working envelope. Articulated robots occupy floor space within the palletizing cell — the robot pedestal, the arm’s sweep radius, and safety fencing all consume factory floor area. Gantry palletizers mount entirely overhead, freeing the floor for pallet positions, conveyors, and operator access. A gantry frame spanning 6 × 4 metres can serve 4–6 pallet positions using the same floor footprint that an articulated robot cell dedicates to a single robot and 1–2 pallets.
In Malaysia, gantry palletizers dominate applications involving cement bags, building material bags, heavy chemical drums, fertiliser sacks, and bulk packaging — industries where product weights of 25–50 kg per unit (with pallet loads reaching 1,000–2,000 kg) exceed practical articulated robot capacity, and where multi-pallet output configurations are essential for matching production throughput.
How Does a Gantry Palletizer Work?
Product Infeed and Positioning
Gantry palletizer operation starts with product delivery to the pick zone — a defined area beneath the gantry frame where products arrive on conveyors from the packaging line. Belt conveyors, roller conveyors, or gravity tables position products at the pick point. Photoelectric sensors detect product presence and signal the gantry controller that a product is ready for pickup.
For bag products (cement, fertiliser, chemical powders), the infeed often includes a bag flattener — a compression station that squares the bag profile for consistent grip. Bag flattening is critical because filled bags arrive with variable shapes depending on fill level, material settling, and bag material elasticity. Without flattening, grip reliability drops and stacking precision deteriorates.
Heavy products (drums, pails, multi-pack bundles exceeding 50 kg) arrive on heavy-duty roller conveyors with precision stop positions. The gantry controller confirms product position via sensors before initiating the pick cycle, preventing off-centre grips that could cause product drops during transit.
Three-Axis Motion Cycle
The gantry palletizer executes a structured motion sequence along its three linear axes:
X-axis traverse: The crossbeam travels along the overhead rails to position the tooling above the pick point. Servo motors with rack-and-pinion or belt drives provide precise positioning (±0.5 mm repeatability) at speeds up to 2,000 mm/s. The X-axis is typically the longest travel distance — spanning the full length of the multi-pallet work area.
Y-axis traverse: The vertical column carriage moves along the crossbeam to align the tooling directly above the product. Y-axis travel spans the gantry width — typically 2,000–4,000 mm — positioning the tooling over different pallet columns and rows.
Z-axis descent and lift: The vertical column lowers the end-of-arm tooling onto the product. Servo-driven ball screws or belt drives control descent speed and force. The tooling engages the product (grip, clamp, vacuum, or fork), the Z-axis lifts to transit height, and the X-Y axes move to the target pallet position. The Z-axis then lowers to the placement height and releases the product.
Wrist rotation (optional 4th axis): A servo-driven rotary unit at the bottom of the Z-axis column rotates the tooling — and the product — by 0–360° for pattern orientation changes between layers. This rotation axis enables interlocked stacking patterns without requiring the entire gantry to reorient.
Multi-Pallet Serving
Multi-pallet serving is the gantry palletizer’s defining operational advantage. The gantry frame spans multiple pallet positions (typically 2–6 pallets arranged in a row or grid beneath the frame), and the system places products on whichever pallet is currently receiving its programmed layer.
The palletizing software manages a queue of active pallets, tracking the current layer, position within each layer, and total stack height for every pallet simultaneously. When one pallet completes, the system flags it for discharge and continues filling the next pallet without interruption. Pallet conveyors or roller tracks beneath the gantry transport full pallets out and feed empty pallets in — maintaining continuous production.
This multi-pallet capability means a single gantry palletizer replaces 2–4 articulated robots in applications where multiple pallet outputs are required. Malaysian cement plants, for example, often need 3–4 simultaneous pallet fills to match kiln output rates — a configuration that one gantry handles but would require 3–4 separate robotic cells.
Pattern Formation
Gantry palletizers build pallet patterns using row-by-row or product-by-product placement. For bag products, the gantry places individual bags in a programmed pattern — 5-bag layers with alternating orientations for interlock. For cartons and cases, the gantry may place individual cases or pre-formed rows (if a row-forming conveyor feeds the system).
Pattern changes execute through software — the operator selects a pre-programmed pattern on the HMI, and the gantry adjusts X, Y, Z coordinates and wrist rotation for the new product geometry. No mechanical changeover is required. DNC Automation programmes custom patterns during commissioning and provides the operator interface for creating new patterns as product lines change.
The mechanical execution of gantry motion depends on specific structural and drive components that determine system performance and longevity.

How Does a Gantry Palletizer Work?
Types of Gantry Palletizers
Single-Column Gantry Palletizers
Single-column gantry palletizers use one vertical Z-axis column mounted on the X-Y crossbeam, picking and placing one product per cycle. This is the most common configuration for moderate-throughput applications.
Key specifications:
- Payload: 10–200 kg per pick
- Speed: 5–15 cases per minute
- Pallet positions: 2–4 beneath gantry
- Gantry span: 3,000 × 2,000 mm to 8,000 × 4,000 mm
- Cost: RM 300,000–700,000
Single-column gantry palletizers dominate Malaysian bag palletizing (cement, fertiliser, rice, flour, chemical powders) where products weigh 25–50 kg and throughput requirements of 6–12 bags per minute align with the single-column cycle time. DNC Automation’s standard bag gantry palletizer uses Siemens servo drives, a steel portal frame rated for 100 kg payload, and a pneumatic bag clamp EOAT.
Dual-Column Gantry Palletizers
Dual-column gantry palletizers mount two independent Z-axis columns on the same gantry frame — either on the same crossbeam (tandem configuration) or on separate crossbeams (independent configuration). Each column picks and places independently, effectively doubling throughput from a single frame.
Key specifications:
- Payload: 10–150 kg per column
- Speed: 10–25 cases per minute (combined)
- Pallet positions: 4–6
- Gantry span: 6,000 × 3,000 mm to 12,000 × 5,000 mm
- Cost: RM 500,000–1,000,000
Dual-column configurations suit high-throughput Malaysian operations — large cement plants, multi-line chemical filling operations, and fertiliser bagging plants — where a single column cannot match the production rate. The independent configuration allows each column to serve different infeed lines, while the tandem configuration accelerates single-line throughput by overlapping pick and place cycles.
High-Payload Gantry Palletizers
High-payload gantry palletizers handle 200–500 kg per pick — entire pallet layers, multi-bag grabs, or heavy industrial drums. These systems use reinforced structural steel frames, high-force servo actuators, and heavy-duty EOAT (fork systems, multi-clamp arrays, or layer vacuum grippers).
Key specifications:
- Payload: 200–500 kg per pick
- Speed: 3–8 picks per minute (full layers at 1–3 layers per minute)
- Layer formation: integrated (gantry picks pre-formed layers)
- Cost: RM 700,000–1,200,000
High-payload gantry palletizers serve Malaysian building materials operations where 50 kg cement bags are palletized in 5-bag layers (250 kg per layer pick). The gantry picks the entire pre-formed layer from a layer-forming table and places it directly onto the pallet — achieving higher throughput than individual bag placement while maintaining the multi-pallet serving advantage.
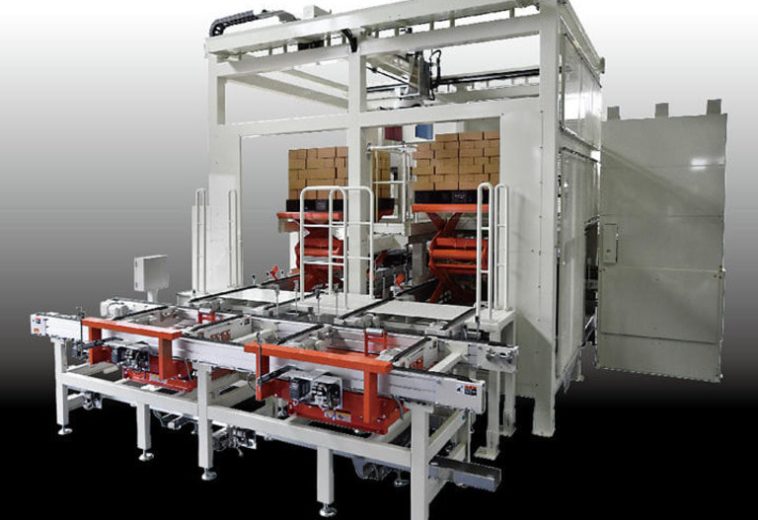
Enclosed Gantry Palletizers
Enclosed gantry palletizers integrate full panel enclosures around the gantry frame, creating a sealed environment for hazardous product palletizing. The enclosure contains dust, fumes, and chemical vapours generated during handling of cement, chemical powders, and agricultural chemicals.
Key specifications:
- Environmental control: dust extraction, ATEX-rated components (Zone 22 minimum)
- Access: interlocked doors for pallet exchange zones
- Additional cost: RM 50,000–150,000 above open-frame equivalent
- Applications: cement, chemical powders, pesticides, fertiliser
Malaysian chemical and cement plants in Pasir Gudang, Rawang, and Kanthan select enclosed gantry palletizers to comply with DOSH dust exposure limits and to protect servo drives and sensors from corrosive environments.
The performance of every gantry palletizer type depends on the quality and specification of its core components.
Key Components of a Gantry Palletizer
Structural Steel Frame
The gantry frame is the foundation — a portal structure of precision-machined steel beams providing the mounting and guidance surfaces for all motion axes. Frame rigidity directly determines placement accuracy and maximum acceleration rates. DNC Automation fabricates gantry frames from structural hollow sections and machined linear rail mounting surfaces, with finite element analysis (FEA) verifying deflection stays below 0.5 mm at maximum payload and speed. Frames are hot-dip galvanised or powder-coated for corrosion protection in Malaysian humidity conditions.
Servo Drive System
Servo motors on each axis provide the motion force and precision control. Siemens S210 servo drives with SIMOTICS S motors are DNC Automation’s standard — offering precise speed control (0.01 mm/s resolution), torque monitoring for overload detection, and integrated safety functions (STO, SLS per IEC 61800-5-2). Each axis uses rack-and-pinion drives (for long X-axis travel) or ball screw drives (for Z-axis precision). Maximum acceleration rates reach 3–5 m/s² on horizontal axes and 2–3 m/s² on the vertical axis.
Linear Guide Systems
Profiled linear rail guides (Bosch Rexroth, THK, or Hiwin) provide low-friction, high-rigidity guidance for all moving axes. Guide rail size ranges from 25 mm (light-duty) to 55 mm (heavy-payload applications). Proper guide selection — considering moment loads, dynamic load capacity, and service life — is critical for gantry palletizer longevity. DNC Automation specifies guides with L10 bearing life exceeding 50,000 hours at the application’s specific load and speed profile.
End-of-Arm Tooling
Gantry EOAT varies widely by application. Bag clamp grippers (pneumatic jaws with rubber-faced contact surfaces) handle bags of cement, fertiliser, and chemical powders. Fork/shovel tools slide beneath products for heavy or unstable items. Layer grippers (wide-area vacuum or mechanical) pick entire pre-formed layers for high-payload systems. DNC Automation designs all EOAT in-house, manufacturing from stainless steel and engineered plastics at its 25,000 sq ft facility.
Control System
The gantry controller — typically a Siemens S7-1500 PLC with motion control technology objects — coordinates all axes, EOAT actuation, infeed conveyors, pallet handling, and safety interlocks. HMI touchscreens (Siemens KTP or Comfort Panel series) provide operator interfaces for pattern selection, diagnostics, and production monitoring. DNC Automation programmes every gantry controller for integration with the plant’s existing SCADA or MES infrastructure.
These components enable gantry palletizers to serve demanding applications across Malaysia’s heavy manufacturing sectors.

Key Components of a Gantry Palletizer
Applications of Gantry Palletizers in Malaysian Manufacturing
Cement and Building Materials
Cement palletizing is the gantry palletizer’s strongest application in Malaysia. Major cement manufacturers — CIMA (Negeri Sembilan), YTL Cement (multiple plants), Lafarge Malaysia (Langkawi, Rawang, Kanthan), Tasek Corporation — produce millions of 50 kg bags annually. Manual palletizing of 50 kg cement bags is among the most physically punishing tasks in Malaysian manufacturing, driving severe labour shortages in this role.
Gantry palletizers handle 8–12 cement bags per minute per column, serving 3–4 pallet positions simultaneously. The overhead mounting protects the drive system from cement dust (the primary failure cause for floor-mounted equipment in cement plants). Enclosed gantry configurations with dust extraction systems maintain drive component cleanliness while containing fugitive dust emissions to comply with Department of Environment (DOE) air quality requirements.
DNC Automation has designed gantry palletizing systems for Malaysian cement operations handling 50 kg bags at 10 bags per minute with 4-pallet serving configuration — replacing 8–10 manual workers per shift and eliminating the chronic difficulty of recruiting workers for this physically demanding role.
Chemical and Fertiliser Manufacturing
Chemical manufacturers in Pasir Gudang, Gebeng, and Tanjung Langsat industrial zones palletize 25–50 kg bags of chemical powders, granules, and fertiliser products. Gantry palletizers provide the overhead separation needed to keep servo drives and controllers away from corrosive dust and chemical vapours at floor level.
ATEX-rated gantry palletizers (Zone 22 dust explosion protection) serve Malaysian chemical plants handling combustible powders — starch, flour, sulphur, and certain polymer powders. The enclosed gantry configuration with positive-pressure servo cabinets and explosion-proof sensors meets DOSH requirements for equipment in hazardous dust atmospheres.
Fertiliser manufacturers (Petronas Chemicals, CCM Fertiliser, Hextar) use gantry palletizers to handle heavy bags (40–50 kg) in multi-pallet configurations — matching the continuous output of fertiliser bagging lines at 6–10 bags per minute.
Heavy Drums and Pails
Industrial drums (200-litre steel or HDPE drums weighing 150–300 kg filled) and pails (20-litre pails at 20–30 kg each) require gantry palletizers with heavy-duty EOAT. The gantry’s high payload capacity (up to 500 kg) handles individual drums that exceed any cobot’s capability and challenge most articulated robots.
Malaysian petrochemical, lubricant, and paint manufacturers palletize drums in 4-drum-per-layer patterns on standard pallets. The gantry’s multi-pallet serving allows separate pallets for different drum contents — preventing cross-contamination of labelling zones and simplifying warehouse management.
Rice and Flour Milling
Rice millers (Bernas, Jasmine Food Corporation, SRI Kota Rice) and flour mills (Federal Flour Mills, FFM) palletize 5–50 kg bags at high volumes. Gantry palletizers serve the multi-pallet requirement — different bag sizes on different pallets simultaneously — with enclosed configurations containing the rice dust and flour dust that damages unprotected equipment and creates explosion risk.
Multi-Line Manufacturing Operations
Large manufacturing facilities running 3–6 packaging lines that converge at palletizing benefit from a single gantry frame spanning all pallet output positions. Rather than installing separate robotic cells per line, one gantry palletizer serves all lines — reducing total investment, maintenance complexity, and floor space consumption. This consolidation advantage scales with line count: the more lines served, the greater the cost advantage of gantry over multiple articulated robots.
The operational advantages of gantry palletizers in these applications translate into measurable benefits that justify the investment.

Benefits of a Gantry Palletizer
Benefits of a Gantry Palletizer
Minimal floor space consumption is the gantry palletizer’s signature advantage. The entire motion system operates overhead — the floor beneath the gantry is available for pallet positions, conveyors, and operator access. A gantry spanning 8 × 4 metres uses zero floor space for the robot mechanism while serving 4–6 pallets. An equivalent articulated robot setup would consume 4 × 5 metres of floor space per robot cell, plus safety fencing — requiring 2–3 cells (8–15 m × 5 m) for the same pallet count.
Multi-pallet serving from a single system reduces capital cost per pallet position. One gantry serving 4 pallets costs RM 400,000–800,000. Four articulated robot cells serving 4 pallets cost RM 1,600,000–4,000,000. Even accounting for the gantry’s lower speed, the cost-per-pallet-position advantage is decisive for operations requiring 3+ simultaneous pallet outputs.
Heavy payload capacity up to 500 kg per pick handles products and layer weights that exceed articulated robot practicality. The cartesian frame distributes forces through the structure rather than through cantilevered joints — enabling higher payloads without exponentially heavier (and more expensive) robot arms.
Protection from harsh environments — the overhead mounting inherently separates drive components from floor-level dust, liquids, and chemical vapours. In cement plants, chemical facilities, and flour mills, this separation dramatically extends component life and reduces maintenance compared to floor-mounted robots operating in the same environment.
Scalability — gantry frames can be extended by adding rail sections and crossbeam length to accommodate additional pallet positions or wider infeed zones. This modularity allows Malaysian manufacturers to start with a 2-pallet configuration and expand to 4–6 pallets as production grows, without replacing the core system.
Simplified maintenance access — all drive components (motors, gearboxes, rails, belts) mount on the overhead structure where they are visible and accessible from maintenance platforms. Floor-level articulated robots require entering safety cells and working around the robot arm to access components.
Realising these benefits requires careful system specification matched to the application’s specific requirements.
How to Choose a Gantry Palletizer
Define Pallet Count and Layout
The number of pallet positions — and their physical arrangement — determines the gantry frame dimensions. Map the required pallet output configuration: how many pallets must fill simultaneously, what pallet size (standard 1,000 × 1,200 mm or export 1,016 × 1,219 mm), and how full pallets exit (conveyor, forklift pickup, or AGV). DNC Automation creates scaled facility layouts showing gantry frame placement relative to production lines, pallet storage, and material flow paths.
Verify Payload Requirements
Payload specification must account for the heaviest single pick — product weight plus EOAT weight. For individual bag picking (50 kg bag + 20 kg clamp EOAT = 70 kg minimum payload), a standard gantry suffices. For layer picking (5 × 50 kg bags = 250 kg + 50 kg layer gripper = 300 kg minimum payload), a heavy-duty gantry frame with reinforced drives is required. Over-specifying payload by 25% provides margin for future product additions.
Assess Environmental Conditions
Environmental conditions dictate protection class and enclosure requirements. Dusty environments (cement, flour, chemical powders) require IP65 minimum on all exposed components with enclosed gantry configurations. Corrosive environments require stainless steel or special-coated structural elements. ATEX zones require explosion-proof rated components. DNC Automation specifies protection class during the engineering phase based on facility environmental assessment.
Calculate Throughput Per Column
Gantry speed depends on travel distances and product weight. Longer X-axis travel (more pallet positions) means more transit time per cycle, reducing throughput. Model the worst-case cycle: maximum X travel + maximum Y travel + Z descent + grip + Z ascent + maximum X return + Y positioning + Z descent + release + Z ascent. Each second of cycle time reduces throughput. DNC Automation uses motion simulation software to verify achievable throughput before commitment — preventing post-installation performance shortfalls.
Evaluate Gantry vs Articulated Robot
Gantry palletizers are the better choice when: the application requires 3+ simultaneous pallet positions, product weight exceeds 100 kg, the environment is dusty or corrosive, and floor space is constrained. Articulated robots are better when: high speed is needed (over 15 cases/minute per station), complex product reorientation is required, the application needs only 1–2 pallet positions, and the environment is clean. DNC Automation evaluates both options during feasibility studies and recommends the technology that delivers the best ROI for each specific application.
Select Structural and Drive Quality
Gantry longevity depends on structural steel quality, linear guide specification, and drive component selection. Specify servo drives from established industrial brands (Siemens, Bosch Rexroth, Beckhoff) with proven reliability in continuous industrial operation. Require linear guides with L10 life exceeding 50,000 hours. Verify structural calculations (FEA) showing deflection within specification at maximum dynamic loads. DNC Automation’s in-house design, fabrication, and testing capability ensures every gantry palletizer meets structural and performance specifications before delivery.
The following questions address common concerns Malaysian manufacturers raise when evaluating gantry palletizing systems.

How to Choose a Gantry Palletizer
Frequently Asked Questions About Gantry Palletizers
How much does a gantry palletizer cost in Malaysia?
Gantry palletizer systems in Malaysia range from RM 300,000 to RM 1,200,000. A single-column gantry serving 2 pallet positions with standard bag clamp EOAT costs RM 300,000–500,000. A dual-column gantry serving 4 pallets with layer-picking capability ranges from RM 500,000–800,000. High-payload enclosed gantry systems for cement or chemical applications reach RM 800,000–1,200,000. DNC Automation provides detailed engineering quotations after facility surveys and product testing.
How fast is a gantry palletizer?
Gantry palletizers operate at 5–20 cases per minute per column, depending on product weight, travel distances, and pick complexity. Individual bag picking (25–50 kg) achieves 6–12 bags per minute. Carton picking (5–20 kg) achieves 10–20 cases per minute. Full layer picking (200–300 kg) achieves 2–4 layers per minute (equivalent to 10–20 bags per minute in layer count). Dual-column gantries effectively double these rates.
How does a gantry palletizer compare to a robotic palletizer?
Gantry palletizers operate overhead with cartesian XYZ motion; robotic palletizers use floor-mounted articulated arms with rotary joints. Gantry advantages: zero floor space, multi-pallet serving (2–6 pallets), higher payload (up to 500 kg), better dust/chemical protection. Robotic advantages: faster cycle times (up to 30 cases/min), greater dexterity (6-axis product reorientation), smaller cell for single-pallet applications. Cost comparison depends on configuration — a gantry serving 4 pallets costs less than 4 robotic cells, but a single robotic cell costs less than a single gantry for a 1-pallet application.
Can a gantry palletizer handle multiple product types?
Gantry palletizers handle multiple product types through software pattern changes and, when necessary, EOAT changeover. Products with similar handling characteristics (e.g., different-sized bags) use the same EOAT with software-adjusted grip and placement coordinates. Products with fundamentally different handling requirements (e.g., switching between bags and drums) require EOAT changeover — manual or automatic, taking 2–15 minutes. DNC Automation designs quick-change EOAT systems for gantry palletizers serving mixed-product lines.
What maintenance does a gantry palletizer require?
Gantry palletizer maintenance covers lubrication (linear guide greasing every 2,000–5,000 hours), belt or chain tension checks (every 1,000 hours), servo motor inspection (every 10,000 hours), and EOAT component replacement (grip pads, vacuum cups — monthly to quarterly). Total annual maintenance cost: RM 15,000–35,000 depending on system size and environment. DNC Automation offers preventive maintenance contracts including scheduled inspections, consumable replacement, and emergency response.
Is a gantry palletizer suitable for dusty environments?
Gantry palletizers are the preferred palletizing technology for dusty environments — their overhead mounting inherently separates drive components from floor-level dust accumulation. Enclosed gantry configurations with dust extraction systems, sealed drive cabinets, and IP65/IP67-rated components handle cement dust, chemical powders, flour, and other fine particulates. DNC Automation specifies environmental protection during engineering — matching component IP ratings, enclosure design, and air filtration to the specific dust characteristics of each facility.
What is the lifespan of a gantry palletizer?
Gantry palletizer structural frames last 20–30 years with proper corrosion protection. Linear guides and drive components have L10 life ratings of 50,000–100,000 hours (8–15 years at typical utilisation). EOAT components are consumable — grip pads, vacuum cups, and pneumatic cylinders are replaced on maintenance schedules. The most common reason for gantry replacement is capacity expansion (larger frame needed for more pallets) rather than structural failure.
Can a gantry palletizer be expanded after installation?
Gantry frame expansion is possible if the original design includes provisions for additional rail length and crossbeam extension. Adding pallet positions (extending the X-axis rail) is the most common expansion — adding 1–2 pallet positions to an existing gantry costs RM 80,000–200,000 including additional rail sections, extended cabling, and software reconfiguration. DNC Automation recommends specifying gantry foundations and column bases for future expansion during the initial installation — the marginal cost of oversized foundations is minimal compared to retrofit costs.
Conclusion
Gantry palletizers deliver the overhead clearance, multi-pallet serving, heavy payload capacity, and environmental resilience that Malaysia’s building materials, cement, chemical, and agricultural product manufacturers require. The technology’s unique overhead architecture transforms palletizing economics — one gantry system replaces multiple articulated robot cells at lower total cost and zero floor space penalty. For operations palletizing 25–50 kg products across 3+ pallet positions in dusty or chemically aggressive environments, the gantry palletizer is the technically and financially optimal solution. DNC Automation’s 20+ years of structural design, Siemens motion control integration, and in-house fabrication at a 25,000 sq ft facility ensure every gantry palletizer meets performance specifications from day one.
Get a Free Consultation — Talk to our engineers about gantry palletizing for your facility. Call DNC Automation or visit [dnc-automation.com](https://dnc-automation.com) to schedule a facility assessment, review multi-pallet layout options, and receive a detailed engineering proposal.
- 4 views
- 0 Comment
Recent Comments